加工编程定义
为了使数控机床能根据零件加工的要求进行动作,必须将这些要求以机床数控系统能识别的指令形式告知数控系统, 这种数控系统可以识别的指令称为程序,制作程序的过程称为数控编程。
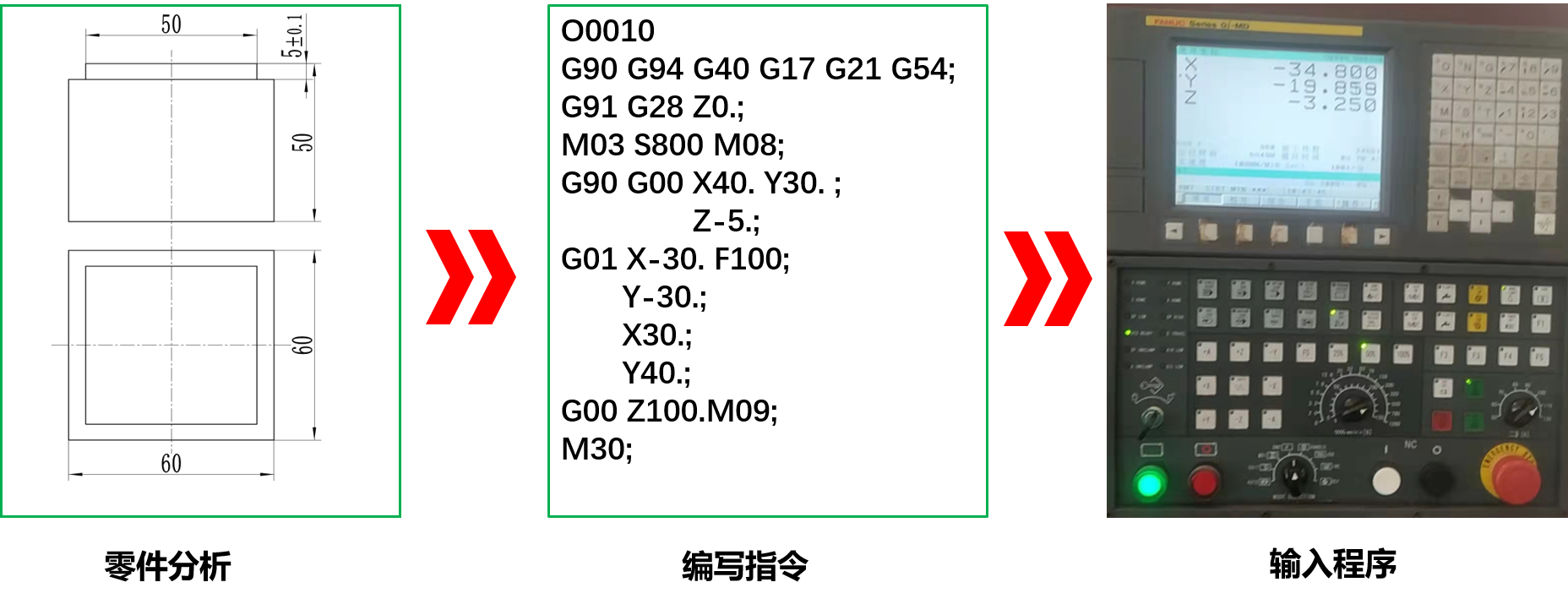
数控编程的过程不仅仅指编写数控加工指令代码的过程, 它还包括从零件分析到编写加工指令代码再到制成控制介质以及程序校核的全过程。 ①在编程前首先要进行零件的加工工艺分析,确定加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削用量(切削速度、 进给量、铣削深度)以及各项辅助功能(如换刀、主轴正反转、切削液开关等); ②接着根据数控机床规定的指令代码及程序格式编写加工程序单; ③再把这一程序单中的内容记录在控制介质上(如软磁盘、移动存储器、硬盘), 检查正确无误后采用手工输入方式或计算机传输方式输入数控机床的数控装置中,从而指挥机床加工零件。
数控编程
(1)MDI 方式即手动数据输入方式。它是利用数控机床操作面板上的键盘,将编好的程序直接输入到数控系统中, 并可以通过显示器显示有关内容。MDI 的特点是输入简单,检验与校核、修改方便,适用于形状简单、程序不长的零件。
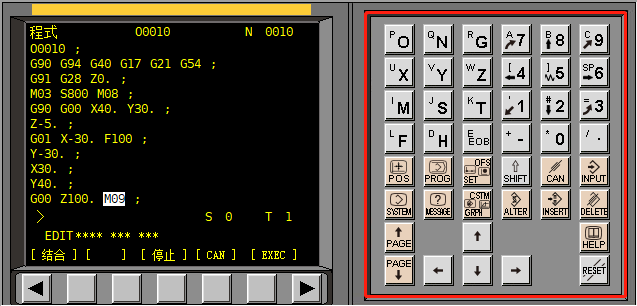
MDI 手动输入程序
(2)通信方式即通过计算机自动编程系统生成数控加工程序,可存储在硬盘、软盘或专用存储卡这些存储介质上, 如把计算机与数控机床上的 RS-232 标准串行接口连接起来,实现了计算机与机床之间的通信后,最终可把加工程序送入数控系统, 从而指挥机床进行加工,这样提高了系统的可靠性和信息的传递效率。

通信传输