仿真加工实例1
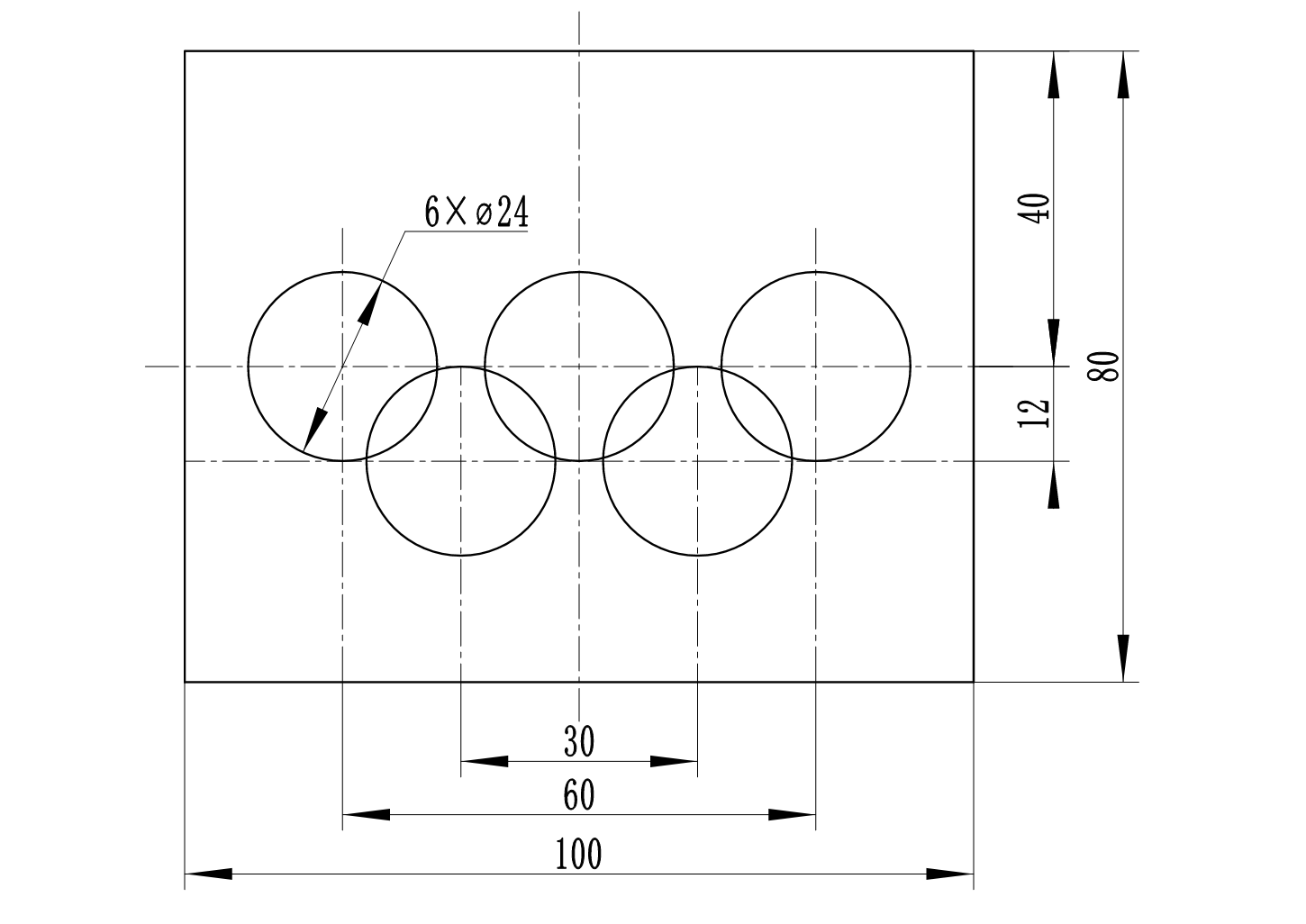
根据现有的加工程序(00200),采用 R2mm 的球头铣刀在计算机上数控仿真加工如图所示零件(槽深为 1.5mm, 毛坯为 100mm×80mm×15mm 的铝件)。
仿真加工实例
程序
| O0200 | 程序名 |
| N10G90 G94 G21 G40 G17 G54; | |
| N20G91 G28 Z0; | Z向会参考点 |
| N30 M03 S3000; | 主轴正转 |
| N40 G90 G00 X -42. 0 Y0; | 刀具在XY平面中快速定位 |
| N50 Z5.0 M08; | 刀具Z向快速定位,切削液开 |
| N60 G01 Z -1. 5 F40; | 加工上方左侧圆弧槽 |
| N70 G02 I12. 0 F100; | |
| N80 G00 Z3. 0; | 刀具抬起 |
| N90 X -12.0 Y0; | 在XY平面内快速定位 |
| N100 G01 Z -1. 5 F40; | 加工上方中间圆弧槽 |
| N110 G02 I12.0 F100; | |
| N120 G00 Z3.0; | 刀具抬起 |
| N130 X18.0 Y0; | 在XY平面内快速定位 |
| N140 G01 Z -1.5 F40; | 加工上方右侧圆弧槽 |
| N150 G02 I12.0 F100; | |
| N160 G00 Z3.0; | 刀具抬起 |
| N170 X-15.0 Y-24.0; | 在XY平面内快速定位 |
| N180 G01 Z -1. 5 F40; | 加工下方左侧圆弧槽 |
| N190 G02 J12.0 F100; | |
| N200 G00 Z3.0; | 刀具抬起 |
| N210 X15.0 Y -24.0; | 在XY平面内快速定位 |
| N220 G01 Z -1.5 F40; | 加工下方右侧圆弧槽 |
| N230 G02 J12.0 F100; | |
| N240 G00 Z100.0 M09; | 刀具Z向快速抬刀,切削液关 |
| N250 M05; | 主轴停转 |
| N260 M30; | 程序结束 |