课题引入
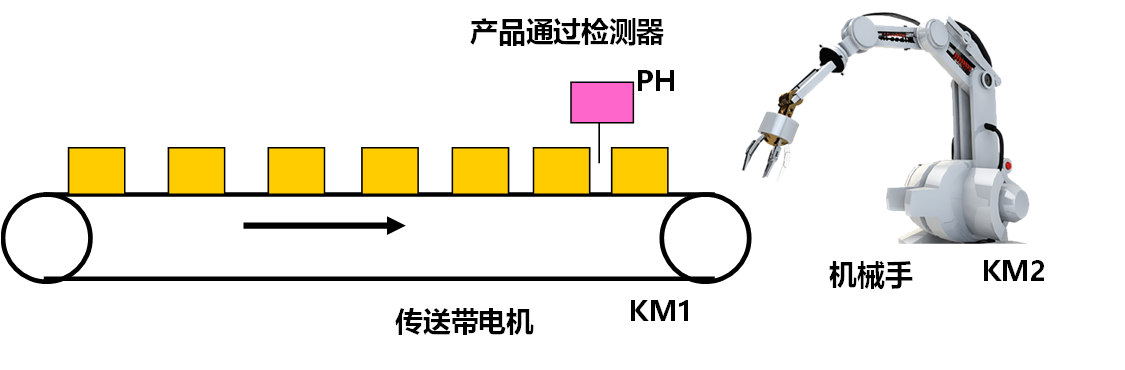
工件计数设备具有代表意义,产品的生产和包装经常要用到计数控制。现有一设备由KM1带动传送带电机起停, I0.0接传送带的启动按钮,I0.1接传送带的停止按钮,产品检测信号PH接到I0.2上,传送带电机接输出Q0.0, Q0.1输出控制接机械手动作。当传送带开始运行,工件通过产品检测器PH检测到信号,每检测5个产品,机械手动作1次, 机械手动作后,延时2S,机械手电磁铁切断,重新开始下一次计数。
这样的工作场景,PLC程序需要计数器和定时器配合运用。
任务要求
现有自动装药装置一台,包括传送带、自动装药机等组成,电磁阀YV用于控制装药机装药, 光电传感器用于装药机药片下落计数,药瓶检测器用于检测药瓶是否到位,传送带电机控制传送带运送药瓶。
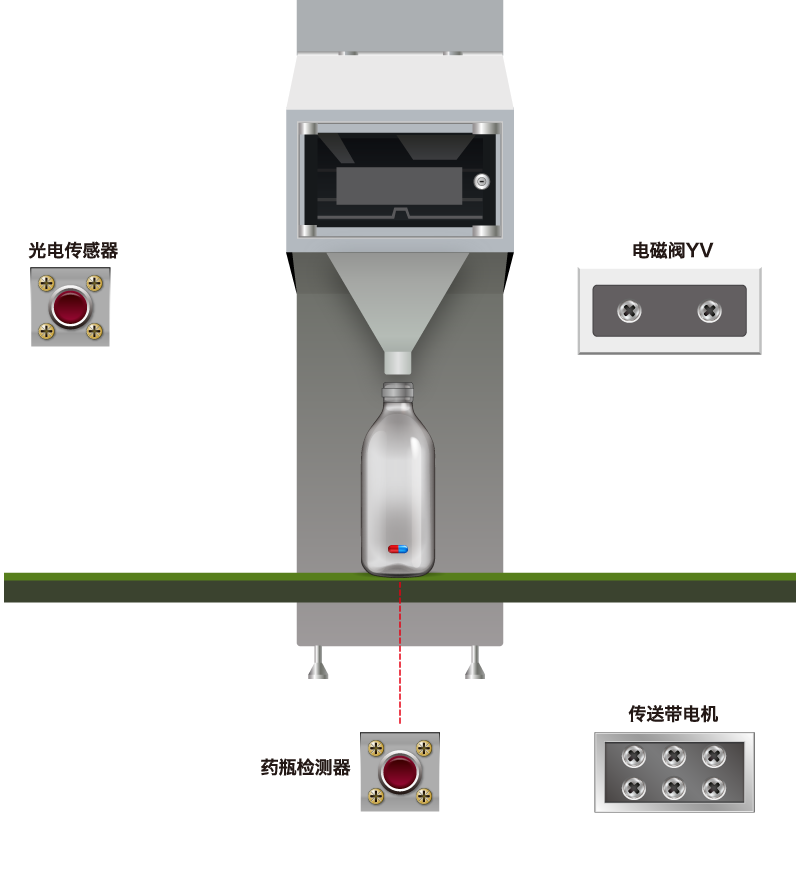
现要求将药瓶从左侧运送到装药机位置停下,装满5片药后,传送带继续运送,2秒后到达指定位置停止。