课题引入
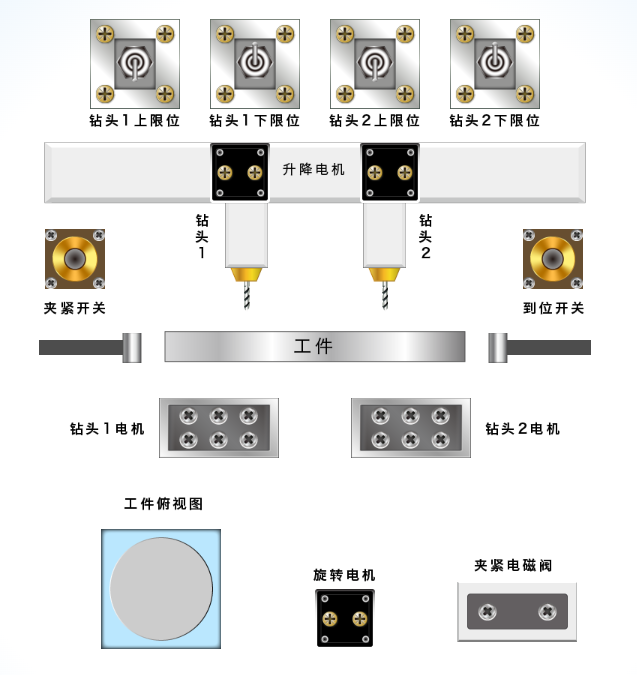
现有一钻床加工系统,系统由两个钻头、工件夹紧和旋转装置组成; 钻头配有升降和旋转电机,以及上下限位装置;工件夹紧装置由夹紧电磁阀配合夹紧开关工作; 工件有旋转电机控制旋转,到位后到位开关发出信号。工件上共有3个加工位各间隔120°,初始状态时在第一个加工位置。
该系统控制过程为:按下启动按钮,夹紧工件,钻头1和2同时旋转开始向下钻孔,至规定深度后向上提升,直至上限位置,保持旋转; 工件旋转120°后,开始加工第二对孔,完成后工件再旋转120°完成第三对钻孔加工;然后,两钻头回到上限初始位置,2S后停止旋转; 同时松开工件,全部加工完成。
在加工过程中一但按下停止按钮,两钻头需立即同时上升回到上限位置,2S后停止旋转; 工作台则需旋转停在下一个加工工位后松开工件,停止系统运行。
现有一钻床加工系统,系统中有两个钻头,钻头1、2的旋转分别通过接触器KM1、KM2控制, 钻头1的升降由KA1、KA2控制,钻头2的升降由KA3、KA4控制, 两个钻头上下两端均配有上下限位,初始状态时两钻头都在上限位置; 工件两端有夹紧装置通过夹紧电磁阀控制,夹紧后由夹紧开关检测; 系统中的KA5控制旋转电机工作使工件旋转,工件的旋转到位通过到位开关检测, 工件上共有3个加工位各间隔120°,初始状态时在第一个加工位置。
该系统控制过程为:按下启动按钮,加紧工件,夹紧后夹紧开关动作使其停止, 钻头1和2同时旋转开始向下钻孔,至规定的深度后(SQ2、SQ4检测), 钻头停止下降变为向上提升,提升至两钻头上限位位置(SQ1、SQ3检测)后停止, 此时两钻头仍继续旋转等待工件旋转,工件旋转120°后(由到位开关检测), 开始加工第二对孔,第二对钻孔完成后工件再旋转120°同理完成第三对钻孔加工, 当第三对钻孔加工完成两钻头回到上限初始位置后2S两钻头停止旋转, 同时工件松开工件完成该工件的全部加工过程。
在加工过程中一但按下停止按钮,两钻头需立即同时上升回到上限位置, 2S停止钻头旋转;工作台需旋转停在最近的一个加工工位后松开工件,停止系统运行。